
Ask a professional engineer about the energy used by the heating systems they design. Their response is almost guaranteed to apply to the “fuel” energy (e.g., natural, gas, propane, oil, pellets, etc.) used by the system’s heat source(s).
With the exception of systems using electric boilers or heat pumps as their primary heat source, few heating pros give much thought to the electrical energy used in their hydronic systems. Perhaps they view such energy as trivial in comparison to fuel energy. They might regard it as a “parasitic” necessity for delivering heat produced by the high-efficiency heat sources they specify.
Much of the North American hydronics industry, at times, seems to treat the energy used to move heat from where it’s generated to where it’s needed in the building as inconsequential, or — to invent a new word — “unimprovable.” If the heat isn’t moving along fast enough, or the flow path has high resistance, just use a larger circulator.
Simple multiplication
Every component that has fluid passing through it dissipates head (e.g., mechanical energy) from that fluid. The amount of mechanical energy lost through a component, or a string of components in series, can be calculated using Formula 1.
Formula 1:

Where:
Pm = mechanical power dissipated (watts)
0.4344 = a constant required by the units in the formula
f = flow rate (gpm)
∆P = pressure drop through the component(s) (psi)
The higher the flow rate, and the higher the pressure drop and the greater the mechanical power dissipated. Here’s an example: How much mechanical power is required to move 120° F water at 10 gpm through 120 feet of 1-inch type M copper pipe?
The flow rate is stated, but not the pressure drop. To get that pressure drop, you can turn to several sources: Tables, formulas or software. I like to use the Hydronics Design Studio software for such calculations because it accurately accounts for the changes in fluid properties based on temperature, which, in turn, effects pressure drop. Putting the stated numbers into the software yields a pressure drop of 2.4 psi. The remaining math is easy:

Although the units on the result are in watts, and most of us associate watts with electricity, this is not the electrical input power required to sustain the stated conditions. It’s the mechanical output power required by the circulator.
We pay for the electrical energy input to the circulator, not the output power. To get the input power, we would need to know the wire-to-water efficiency of the circulator creating this condition. The efficiency is very dependent on where the circulator is operating on its pump curve. Ideally, the circulator is operating near the middle of its pump curve, where the wire-to-water efficiency is highest.
If we assume a small circulator with a PSC motor is operating under favorable conditions (e.g., near the center of its pump curve), a reasonable value for wire-to-water efficiency is 20-25%. Let’s split the difference and assume 22.5%.
To get the electrical input power to the circulator, divide the mechanical output power (which we determined to be 10.4 watts) by the wire-to-water efficiency of the circulator, as shown in Formula 2.
Formula 2:
Let’s use this value as a baseline for comparison.
Do “substitutions” matter?
How about if we used 1-inch PEX tubing instead of 1-inch type M copper tubing for this segment of the system, and change the circulator, if necessary, to ensure that the same 10 gpm flow is achieved?
Changing the pipe changes the pressure drop. The Hydronics Design Studio software quickly returns a pressure drop of 6.24 psi for 120 feet of 1-inch PEX operating with water at 120° F and 10 gpm. This pushes the mechanical power requirement to 27.1 watts, and the circulator input power (assuming the same 22.5% wire-to-water efficiency) to 120 watts. That’s a significant increase in pumping power. It's the result of the smaller internal diameter of 1-inch PEX ( 0.875”) versus that of 1-inch type M copper (1.055”).
You might be thinking I made up this example to dissuade you from using PEX rather than copper for distribution piping. Not so. Instead, I’m trying to show that what might seem like an “equivalent” substitute (1-inch PEX for 1-inch copper) can have ramifications. In this case, it adds significant operating cost over the life of the system.
Let’s assume that flow passes through this 120 feet of piping for an average of 3,000 hours per year and that electrical energy costs $0.15 per kWh, and that electrical energy costs escalate at 2% per year. The difference in operating costs over 20 years would be $807! That’s just for this 120 feet of 1-inch piping. You won’t pay it, but your clients will.
Moving forward
If you design hydronic systems, you should be continually thinking about ways to reduce the electrical operating cost of those systems.
Our industry should embrace ways to reduce circulator count. One example would be eliminating “dedicated” primary loop circulators. Those that only push flow through the primary loop, and not the heat source or any load circuits. Another approach would be using (or creating) heat sources that don’t have high head loss heat exchangers and thus conserve head energy.
In my opinion, a “self-buffering” heat source with very low head loss is ideal. It eliminates the need for a buffer tank as well as a circulator between that tank and the heat source. This approach is likely to cost less (materials plus labor) and install faster than using a heat source combined with a separate buffer tank and all the piping, fittings, valves and circulator between them.
The use of variable speed circulators with integral speed control algorithms used in combination with valve-based zoning rather than dedicated zone circulators is another way to reduce the power demand of distribution systems.
Figure 1 shows several of these concepts.
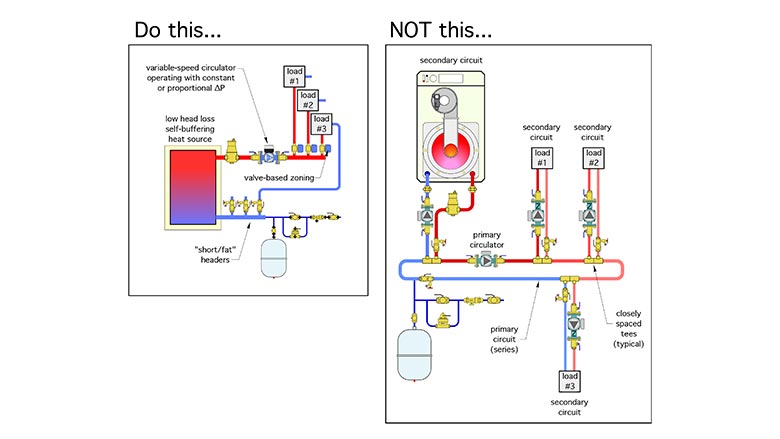
We should avoid using excessively oversized circulators and then throttling away their excess head with balancing valves. That’s analogous to driving a car around with the gas peddle pressed down farther than necessary and controlling speed with partially applied brakes.
We should use dirt separators that don’t increase their pressure drop as internal screens load up.
We should use glycol-based antifreeze “judiciously.” The higher the concentration of glycol, the higher the density and viscosity of the solution. The higher the ratio of viscosity divided by density, the greater the “drag” as the fluid passes through the system.
If your piping layout requires lots of 90-degree turns, consider using a tube bender to create larger radius bends rather than using standard 90-degree elbows. Larger radius bends decrease turbulence and thus decrease head energy dissipation.
We should also take a close look at heat emitters such as panel radiators, which can operate with design load ∆Ts in the range of 30° to 36° F rather than 20° F. The higher the ∆T the lower the required flow rate, and thus the lower the head loss for a given pipe size.
We should compare the added cost of using one size larger piping, and thus reduced head loss, against the life-cycle electrical energy savings associated with a smaller circulator.
The science of fluid dynamics has been extensively applied in many technologies where a fluid moves across a surface. Compare the planes, cars and boats of the mid-20th century to those of today. The shapes are very different, and the reduction in energy use due to decreased drag has been remarkable.
If our charge as professionals is to improve the overall energy efficiency of the methods and materials we assemble, we shouldn’t treat the electrical energy used by our distribution systems as trivial. Energy, as fuel or embodied in flow (e.g., head), is not something to waste!



