

When specifying and designing a high-efficiency boiler system, much attention is often given to the published efficiency ratings of units. However, it should not be the end-all in making that decision. There are several other factors that go into selecting the best boiler for optimal operation year-round to achieve the greatest return on investment (ROI). Doing so will also help improve maintenance schedules and life of the boiler system.
Plumbing engineers need to recognize how boiler efficiency ratings are determined. In an attempt to create a level playing field, industry standards were established based on certain criteria. These included a 30-minute heat soak, continuous firing at 100% of capacity and 80°F feed water.
While this creates a fair testing environment, it doesn’t accurately reflect real-world conditions. Plumbing engineers need to consider other variables to optimize boiler plant efficiency, as a result. These include plant function, piping, boiler type, controls and remote access.
Plant function
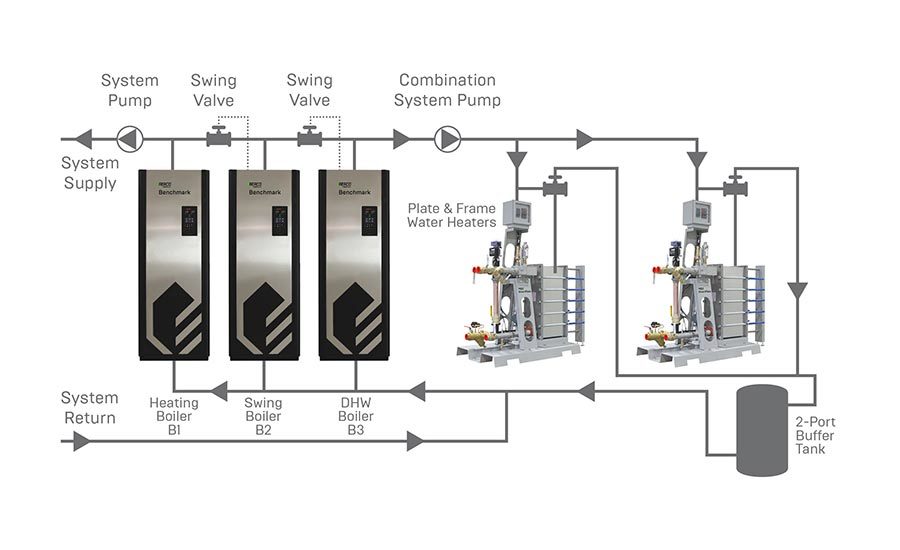
A single plant with a smart controller is the best approach when a combination plant is designed to satisfy a facility’s space heating (SH) and direct hot water (DHW) needs. It allows temperature and load requirements to be met without the large oversizing associated with two independent plants and dedicated controls. The key is to leverage the swing boiler concept (shown in Figure 1). Boilers are designated for SH and DHW, respectively, but can be changed to address load demand using swing valves in this design.
Piping
A variable-primary piping design creates greater efficiencies compared to conventional primary-secondary systems. Variable-primary takes advantage of the abilities of condensing boilers and ECM/variable speed pumps to modulate and meet the system load through flow reduction in the boilers. Delta T is improved to reduce the return temperature for improved boiler efficiency and lower pumping electrical energy.
Boiler selection
A number of considerations affect which boiler is best for a facility. Certainly, plant square footage is a factor. Most condensing fire-tube boilers are low-mass and have smaller footprints; however, it’s important not to sacrifice footprint for convenience. For example, some designs suggest more than two boilers be installed next to each other to conserve space. While this may reduce the plant footprint, it makes maintenance and serviceability a nightmare.
Turndown is another criterion. Boilers with at least 15:1 turndown ratios should be used in all designs. Units with smaller ratios produce short cycling at low load conditions — common in mild weather. These “shoulder months” are crucial, as they represent most of the heating season.
This approach produces exponential savings, as most plants are equipped with at least two boilers. If they have a turndown ratio of 15:1 or better, the plant can meet all load conditions. The plant can reduce output to as little as 3% of its capacity, resulting in considerable energy savings during the shoulder months, compared to units with turndown ratios of 5:1 and 10:1.
Materials of construction need to be considered, as well. Condensing boilers must withstand continuous exposure to the acidic exhaust gases associated with natural gas combustion. Stainless steel has been the material of choice for this corrosive environment. Boilers made of other materials, such as copper or cast iron, normally have an additional stainless-steel heat exchanger at the end to handle the condensation. Under certain circumstances, however, some condensation may take place in the first non-stainless-steel heat exchanger, which can significantly reduce equipment life and increase downtime.
Most traditional boilers only have single returns that force the blending of hot and cold water temperatures. The result is a small condensing zone in the heat exchanger that reduces efficiencies. Certain boilers have dual returns (shown in Figure 2) that take full advantage of diverse load demands and return temperatures specific to a site. Such a custom system maximizes operation efficiencies by keeping cold water returns separate to create a larger condensing zone that can improve boiler efficiency by as much as an additional 7%.
Models with self-adjusting advanced combustion controls should be selected because they can identify environmental and field issues, such as changes in air density, humidity, pressure, fuel Btu content and air restrictions. Boilers with this O2 trim feature and temperature compensation will automatically regulate blower speed to optimize operation efficiency.
Controls
Boilers and equipment with multiple integrated BAS protocols and transmission options give the controls contractor the ability to choose the one that provides the best equipment control and monitoring. Additional complications associated with gateways are thereby eliminated.
Boiler controls can also be used for outdoor reset and to establish setback schedules. Both help more efficiently meet heating loads while maintaining a comfortable environment for on-going operational benefits.
Advanced controls are particularly advantageous in a multi-boiler plant whereby one unit serves as the “manager” while the others are “clients.” Advanced controls automatically shift to the designated next in command, if the “manager” is offline due to maintenance, repair or other issues. With this capability, short cycling is eliminated and operating efficiency optimized.
Remote access
Off-site, real-time monitoring can be combined with maintenance and service alerts to optimize performance and maintain plant warranties. Maintenance team members are immediately notified of issues that may adversely affect operations so they can address them quickly.
A comprehensive approach that blends all these elements should be taken by plumbing engineers when designing a boiler system. By doing so, they can accurately size systems, better estimate operating costs and set meaningful and accurate benchmarks to which field installations can be compared.


