Fittings and joints are used to connect pipes to one another and to change direction of straight runs of pipe. An alternative to fittings is bending the pipe to allow changes in direction.
Most plumbing codes will refer to recognized standards that govern the methods and materials used to fabricate each type of joint. The selection of the joining methods will be determined by the type of pipe used, the type of fittings available for the pipe, the highest pressure expected in the system, and the possible need for disassembly. This article will concentrate on commonly used interior water pipe and the various joints used to connect them.
Copper Water Pipe
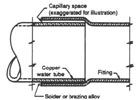
Soldered Joints. Also known as a “sweat joint,” soldered joints are only used to join plain-end copper or copper alloy pipe with solder end-type copper or copper alloy fittings (seeFigure 1). This is a rigid, pressure-type joint that is suitable for any type of installation for which the piping itself is acceptable. Soldered connections are not permitted for medical gas piping systems.Solder is an alloy that melts at a temperature of 900°F or less. The safe drinking water act banned the use of lead in solder and flux, requiring the use of lead-free solder. Many proprietary lead-free solders are available. Another commonly used lead-free filler alloy is 95% tin and 5% antimony. Non-potable water lines can use a solder of 50-50 tin-lead.
Solder usually comes in the form of a flexible roll approximately 1/8" in diameter. The joint is fabricated by placing flux on the clean male pipe and inserting it fully into a clean socket end on a fitting. The assembly is heated to melt the flux. This temperature varies with the type of flux used. The solder is then applied, and capillary action will draw the solder throughout the entire joint. When the solder cools, it adheres to the walls of both pipe and fitting, creating a leakproof joint. It is important that the joint not be disturbed until the solder is adequately cooled. Contractors will often use a wet cloth to quickly cool the joint.
Flux is a material with a paste-type consistency. It is spread over the entire pipe end and used to keep the end of a copper pipe clean and eliminate oxidation both before and during the heat of the jointing process. It also aids in the drawing of solder into the joint by producing a “wetting” action.
Similar to a solder joint, brazing alloy is available in a variety of compositions that melt at a temperature of 1,000°F or more. It is commonly used for medical and specialty gas and other systems that require a high working pressure when using copper tube or copper alloy piping.
Brazing alloys are available in two classes. Those containing 30% to 60% silver are in the BAG class, those with copper alloy and phosphorus fall in the BCuP class. The BCuP does not require flux.
Flux also is required for some alloy metals but not all. When joints are made up for medical gas and other pipelines that require a high degree of cleanliness, the use of flux is prohibited. This requires the use of appropriate BCuP alloys and wrought copper fittings that do not require phosphorus.
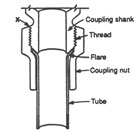
Flared Joints. The flared joint is a rigid, pressure-type joint used to join plain-end soft (annealed) copper pipe. This is a rigid, pressure-type joint that is suitable for any type of installation for which the piping itself is acceptable (see Figure 2).
It is made up by first placing a loose, threaded coupling nut on one end of the pipe, then cold forming that same end with a mandrel that enlarges the pipe end to fit a mating end on a threaded coupling shank. A screwed coupling nut and shank are then turned in opposite directions, drawing the pipe together to form a leak-proof seal.
This is a mechanical joint that does not require the same skill and experience to make up as the soldered or brazed joint.
The two ends of the pipe are butted together, the gasket placed over both ends and the coupling assembly is mated over the grooves and over the gasket. The coupling is tightened to the torque recommendations of the manufacturer, producing a watertight joint.
This is a mechanical-type joint mostly used where easy disassembly might be required.
Compression Joints. A compression joint is a mechanical joint that can be used for any plain end pipe without end preparation. It consists of an inner-tapered copper sleeve over which a double-screwed connection is attached at each end of the joint. A screwed nut is removed and placed over one pipe. The two ends of a pipe are butted together, and the tapered sleeve is moved over both pipe ends. When the two screwed nuts are tightened together, the sleeve is compressed making a watertight joint.
Mechanically Formed Joints. The mechanically formed joint is a rigid, pressure type joint commonly used for branch connections in existing piping systems.
The joints are formed using a proprietary tool that drills a pilot hole in a pipe and upon withdrawal extrudes a collar (Figure 4). The branch pipe shall be inserted inside the collar and then brazed forming a watertight joint. This is a proprietary system also known as a “T-Drill.”
Press Connect Joints. Press connect joints are the newest method of joining copper tubing. The press connect fittings are special fittings that have an internal o-ring and a press connect end. The copper tube is inserted into the fitting and a special tool is used to press the fitting to the tube. The tool is specified by the fitting manufacturer.
Copper press fittings cannot be disassembled. The fittings are used in water piping systems, sprinkler systems and natural gas. They are not approved for medical gas systems, but can be used for vacuum systems. For gas piping systems, the fittings must be specially listed for gas.

Steel Water Pipe
Screwed Joints. A screwed joint can be used for any plain end pipe with the necessary wall strength to have threads cut into it (Figure 5).A screwed joint requires that threads be cut on the outside of a pipe (male threads) and the inside of a fitting (female threads) be factory prepared. The threads used for pipe are known as NPT. The joint is assembled by placing the male thread inside the female thread and turning the fitting or pipe until the joint is tight. The male thread is sealed prior to assembly by the use of pipe joint compound or Teflon tape in order to prevent water from finding its way past the threads. It is important to clean the pipe of any burrs or chips resulting from the cutting process.
This type of joint is inexpensive and easy to fabricate. It is generally restricted to piping three inches and smaller, because of the great effort required to turn larger size pipe when making up the joint.
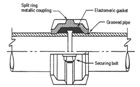
Grooved Joints. There are two types of pipe end preparation required for a grooved joint: roll grooving (shoulder) and cut grooving. Roll grooves are used when the pipe is too thin to have a groove cut into it.
The coupling assembly consists of an inner elastomeric gasket and an outer split metallic sleeve with an integral bolt used for tightening. The outer sleeve has extensions at each end that fit into grooves cut or formed around the perimeter near the ends of the pipes to be joined. The two ends of the pipe are butted together. The coupling assembly is then placed over both ends and the extensions are mated with the grooves in the pipe. The bolt is tightened to the torque requirements established by the manufacturer to form a watertight joint.
This is a rigid, pressure type of joint that is well suited for pressure lines. The cut grooving method is stronger but cannot be used on thinner wall pipes, typically less than Schedule 30.
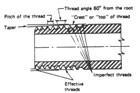
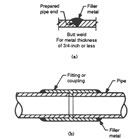
In order to properly weld pipe, the pipe ends must be specially prepared depending on the pipe thickness, pipe composition and welding method. The proper weld end preparation is critical to proper welding. There are two types of joints used for welding: butt joint and socket joint (Figure 6). Butt welding is where the two ends of pipe are brought together and fused. Socket welding is where the fitting has an enlarged socket into which the end of the pipe is inserted. The five common types of welding are: shielded metal arc welding (SMAW), gas metal arc welding (GMAW), gas tungsten arc welding (GTAW), oxy-fuel torch welding and orbital welding.
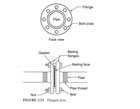
Flanged Joints. Sometimes referred to as a bolted joint, a flange is a perpendicular projection of a pipe. This projection is sufficiently long enough to allow holes drilled in the projection to secure one mating surface to another. Often, a gasket is required to assure proper seating of the mating surfaces. Bolts through each projection secure the pipe ends together.
Piping can be manufactured with flanges cast or forged to the pipe end or they can be attached to the pipe as a separate operation. Attachment can be made by welding, threading or brazing depending on the pipe material (Figure 7).
This joint is used to allow disassembly of the pipe when connected to equipment. A flanged joint is available in a large variety of mating surfaces (plain, serrated, grooved, seal welded or ground and lapped for metal to metal contact) and in either flat face or raised face configurations. Gasket materials must be capable of resisting temperature, pressure and fluid in the pipe. Bolting material also is available in various alloys and sizes.
Plastic Water Pipe
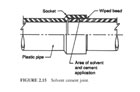
Solvent Cementing for ABS, PVC and CPVC Plastic Pipe. Solvent cemented joints can only be used with specific types of plastic pipe and fittings with plain and socket ends. Specific solvent cements shall be used only with specific plastic pipe types (Figure 8).The cement used to fabricate the joint reacts chemically with the pipe and fitting and devolves the material it contacts. It is spread on the male section, which is then inserted in the female portion of the joint. The devolved portions in contact with each other flow together, and when dry, are fused into a single mass, producing a leakproof joint.
For PVC and CPVC, primer may be required for the joint prior to solvent cementing. The primer helps to break down the exterior wall of the pipe material to make a stronger solvent cemented joint.
Heat Fusion. This is a rigid, pressure-type joint that is suitable for all above-ground and underground installations. This joint can only be used with specific types of plain-end plastic pipe and fittings manufactured for this purpose.
One type of joint is fabricated by first placing a fitted wire with multiple loops around the outside of the plain end of the pipe. The wire will conduct electricity, and has two leads called pigtails, about two feet long. The pipe and wire are then placed into the socket of a fitting. These leads are connected to a carefully controlled source of electricity provided by the pipe manufacturer for this purpose. When the electricity is turned on, the wires inside the joint are heated, causing those portions of the pipe and the fitting contacting each other to melt and fuse together. After the electricity is turned off, the plastic hardens, creating a watertight joint. The embedded wires become part of the joint. The leads are cut off to complete the process.
The manufacturers instructions must be carefully followed.
Threaded Joints. Threaded joints can be used only with a pipe wall thick enough to allow threading. The threading procedure is similar to that previously discussed under steel pipe.