
Issue: 3/02
Probably the most contentious issue in the application of fire pumps over the last few years has been the use of relief valves in ESFR sprinkler applications. ESFR systems offer many benefits to a facility owner, such as faster and more effective fire suppression, reduction of loss and damage in the event of a discharge, and cost savings. The drawback of the ESFR system is the increased complexity in building design and hazard considerations for ESFR applications. The fire pump can also add a dimension of complexity to the overall installation. The intent of this article is not to resolve the ongoing debate, but to shed some light on the alternatives available to designers when faced with selecting a fire pump for an ESFR application.
The Problem
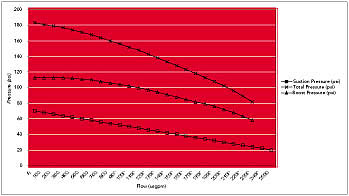
One of the key features of the ESFR sprinkler is the high water volume delivery. As such, a critical factor in the fire pump system design is the management of pressure variations in the system between low flow (static) and high flow (residual) conditions as the demand for water increases (or decreases) in the system.In most applications the fire pump is installed to draw directly from a municipal water source. Due to the high flows required by an ESFR system, the minimum available pressure at the maximum flow condition can be substantially lower than the pressure available at the no flow condition. It is not uncommon to have 70 psi of static and 20 psi of residual pressure as determined by a fire flow test. The problem of supply pressure variation is compounded by the fact that a pump provides more pressure at no flow (churn) than at full flow (see Figure 1).
Let's consider an example of an ESFR system with a calculated flow requirement of 1650 usgpm. The minimum available supply pressure is 20 psi. The building height is 42 feet. Factoring in a conservative 10 psi friction loss in the piping, the pressure at the discharge flange of the pump needs to be 108 psi. The available supply pressure reduces the required pump boost pressure to 88 psi. Figure 1 depicts the site flow test results of the above example. The lower curve represents the available suction pressure. The upper curve represents the pressure at the discharge of the pump throughout the range of flow for the pump. You will note that the actual static suction pressure available to the pump is 70 psi, and the closed valve pressure of the pump of 113 psi yields a static condition at the discharge of the pump of 183 psi (with the pump running).
Clearly, the total static pressure must be reduced to 175 psi to prevent over-pressurization of components of the system. Let's examine the traditional methods of solving this problem.

Relief Valve
Traditionally in fire pump applications, a relief valve (also known as main relief valve) has been used to prevent over-pressurization of the fire protection system in installations using a diesel engine driver. When using a diesel engine driver, a speed variation of 10% from churn to full load can be experienced (maximum static suction pressure plus 1.21 multiplied by the pump churn pressure). The purpose of this valve is to account for excess pressure realized at the churn condition. The valve relieves a sufficient quantity of water to cause the pump to operate further to the right on its performance curve, thereby reducing the pump output pressure and diesel speed.Both in theory and practice, this works to prevent over-pressurization. The main difficulty with this design is that it introduces a potential means of failure for the fire pump system. Pilot- or spring-operated valves require maintenance. Since many fire pump systems are not routinely run or maintained, there is a high likelihood of failure of this valve. Should the valve fail open, the relief valve will flow enough water to "starve" the sprinkler system of water (and pressure), and put undue stress on the water source. In considering the likelihood and consequences of failure, relief valve installation on electric systems clearly is not an optimal solution, though it is frequently done since it is a low cost solution that is not specifically prohibited by the code and most local authorities having jurisdiction.
Until recently, it was rare to have a relief valve (other than the casing relief valve for pump thermal protection) installed on an electric pump system. ESFR sprinkler systems have made this the norm, as designers see no cost-effective alternative but to install the valve.
The remainder of this article will present a number of alternatives to designing ESFR sprinkler systems with a relief valve to prevent over-pressurization.
Pressure-Reducing Valve
An alternative means to installing a relief valve capable of flowing enough water to prevent over-pressurization of the system is the installation of a pressure-reducing valve downstream of the fire pump.Though this may seem like a better solution than a relief valve, it is actually worse. Not only does a pressure-reducing valve introduce a potential mode of failure, it introduces two. If the valve fails open, the system may be subject to over-pressurization, causing leaks in the system and consequently preventing the delivery of water where it is needed. If the valve stem binds (fails to open), the pump will be unable to deliver the quantity of water at the design pressure to the sprinkler system due to the valve throttling the pump.
In the same way that many relief valves are pilot operated, most pressure-reducing valves are also pilot operated. This low cost alternative introduces a relatively high maintenance item into a typically poorly maintained, yet essential service.
Suction Tank
Probably the most effective means of preventing over-pressurization of the fire protection system is to stabilize the supply pressure. There is no better way of doing this than to maintain a dedicated fire water source in a suction tank.The main drawback of a suction tank is that it must be designed to maintain sufficient water to provide full flow to the fire protection system for such time as is required by the local authority (typically 90 minutes). In relatively high flow ESFR systems, this can mean very large and expensive tanks.
Another drawback of the suction tank is the build up of debris and corrosion in the tank. Tanks require flushing and maintenance devices in the suction piping in order to be effective.
Careful Pump Selection
If we are to reconsider our example illustrated in Figure 1, we can consider a number of alternatives in the design of the system which may address the root of the problem. The devices introduced to limit pressure fluctuations simply address a symptom of part of the problem. All fire pumps produce more pressure at churn than at design flow. Fire pumps do vary, however, in their pressure difference from the churn point to the end of the curve. This is often referred to as the "steepness" of the curve. A pump with a flatter curve will reduce the pressure fluctuations across the flow range of the fire protection system.The question then can be raised: Why do most fire pumps have such steep curves? The answer to this question is that the flatter curve introduces a penalty--that penalty is the end of curve power. The required BHP of a fire pump can be calculated using the following formula:
BHP = GPM x PSI x 2.31
3960 x n
Where n is the pump efficiency.
If we calculate the BHP on the curve for a typical fire pump and constrain the operating conditions to those defined in the NFPA and FM standards, it is clear that the maximum power on the curve is attained at the 150% flow point. A corollary to this rule is that a steeper pump curve will result in a reduction in the end of curve power resulting in a smaller, more economical driver. When considering the complete cost of the installation, this can mean more expensive motors, controllers, and electrical conductors. The cost aspect should be balanced with the reliability of the system. As such, the potential for problems with system over-pressurization may result in the larger driver size being the best solution. The flatter curve eliminates the need for the introduction of potential failures in main relief or pressure-reducing valve installation. Further, this solution is more cost effective than a suction tank.
Limiting Building Height in Construction Plans
Possibly the most effective means of preventing over-pressurization of the fire protection system is to limit the maximum design pressures. The FM requirements for ESFR sprinkler systems define required residual pressures at the least favored sprinkler head in the system based on maximum building height. It is clear from Table 1 that, where possible, building height can be reduced to drastically reduce the pressure requirement in the fire protection system.Break Tanks
Though not covered under NFPA 20 installation standards, the installation of a break tank with make-up valve would accomplish the same goal as the suction tank for pressure stabilization. This would be a low cost alternative; however, the water make-up system could introduce potential failure in the suction supply and is therefore currently not accepted.Comparing Overpressurization Solutions
The following is a comparison of the benefits and drawback of various solutions to the over-pressurization problem on ESFR sprinkler applications.
Solution
Relief Valve
Benefits -- Capable of drastically reducing pressure; low cost
Drawbacks -- Potential failure mode: water is diverted from the fire protection system; may cause the pump to operate beyond the 150% capacity range causing damage to the pump and other components in the system
Solution
Pressure-Reducing Valve
Benefits -- Capable of drastically reducing pressure; protects the pump and suction piping from excessive flow; low cost
Drawbacks -- Potential failure mode: the valve is an obstruction in the discharge piping; may "starve" the sprinkler system of water due to throttling of the pump
Solution
Suction Tank
Benefits -- Stabilizes supply pressure; design conditions more likely to predict the actual site conditions
Drawbacks -- High cost; potential failure mode: maintenance of water quality and adequate water level
Solution
Flatter Pump Curve
Benefits -- No failure mode introduced
Drawbacks -- Potential increase in driver and associated electric supply sizing
Solution
Limit Building Height
Benefits -- No failure mode introduced; can reduce the required residual pressure at the sprinkler head, thereby reducing the static (churn) pressure
Drawbacks -- Imposes a constraint on vertical storage space; may affect the aesthetic of the building
Solution
Break Tank
Benefits -- Stabilize supply pressure; low cost
Drawbacks -- Introduces a potential failure mode due to device in the suction piping (water makeup valve); not recognized by NFPA or approval authorities
